Informazioni Tecnico-maccaniche
- Le tolleranze sulle quote nominali dei profili estrusi seguono dettagliatamente le norme UNI 3879 (DIN 1748)
- Tutte le quote di lavorazione senza indicazione di tolleranza sono soggette ad un grado di precisione medio UNI 5307
- I fori filettati hanno profondità del filetto utile pari almeno al doppio del proprio diametro
- Per quanto riguarda le tolleranze geometriche il valore di planarità sulle superfici può essere definito in quota 0+/-0,05 mm/m
Misura della rugosità
Per introdurre il concetto di misura della rugosità è necessario definire alcuni parametri caratteristici (vedi figura 1):
- lunghezza del tratto di misura L: è il tratto di profilo tecnico su cui si effettuano i rilievi di rugosità;
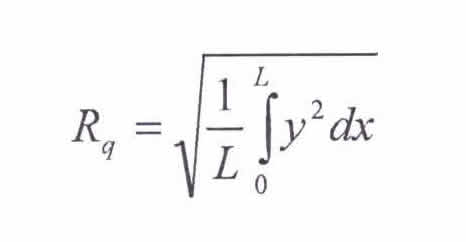
- linea media del profilo: è la linea di compenso del profilo reale, parallela al profilo tecnico, nei limiti della lunghezza L del tratto di misura. Dette y le deviazioni del profilo reale rispetto alla linea media (misurate ortogonalmente a questa) e detta x la distanza sulla linea media fra il punto in cui si inizia il rilievo del profilo e il punto in cui si misura la y (vedi ancora fig. 1), si definisce linea media del profilo la linea per la quale è verificata la relazione:
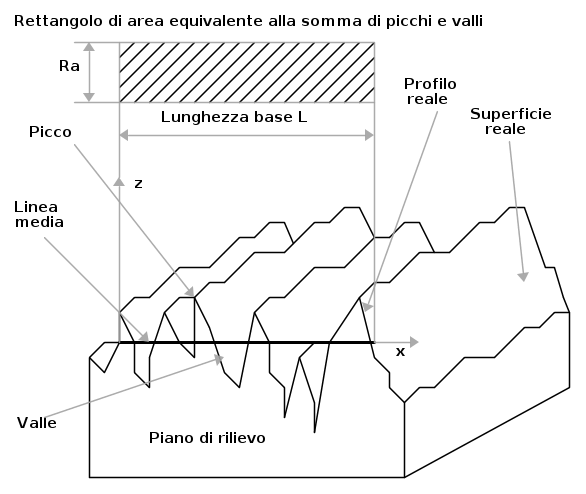
Figura 1 - Profilo ideale, profilo reale e profilo tecnico secondo le definizioni UNI-3963.
Il grado di finitura delle superfici lavorate
La misura della rugosità è data dalla ampiezza R del valore medio aritmetico dei valori assoluti delle deviazioni y del profilo reale rispetto alla linea media:
R per Rugosità a per media aritmetica
Le misure di rugosità vengono espresse in µm. Si definisce grado di rugosità di una superficie il massimo valore di R tra quelli rilevati in punti diversi della superficie.
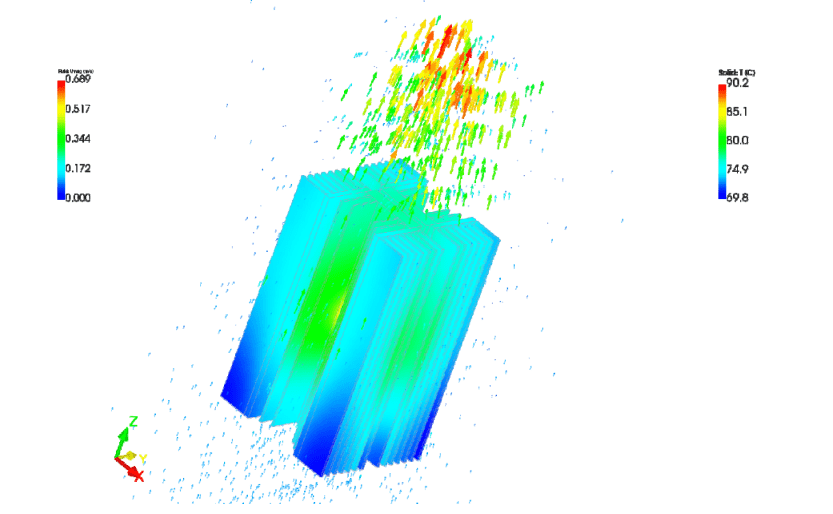
Coefficiente di dissipazione
Il raffreddamento dei componenti, ad esempio transistori di potenza, durante il loro funzionamento, sottoposti a tensione e a corrente, assorbono potenza che si libera sotto forma di energia calcolata. Si vuole trovare un modo per poter calcolare quanto deve essere la superficie da utilizzare per garantire al componente di poter funzionare e nello stesso tempo riuscire a smaltire attraverso l'aletta l'energia calorica. La dissipazione termica di un dissipatore di calore si misura con la sua Resistenza termica (Rt).
R t=
T
R
Per calcolare o scegliere un dissipatore di calore è necessario conoscere le formule fondamentali del trasferimento del calore o della dissipazione di potenza le quali possono essere espresse come segue:
PD=
T
Rt
Dove:
- PD = potenza dissipata dal dispositivo semiconduttore in watt.
- T = differenza di temperatura o salto termico che provoca il flusso di calore.
- Rt = somma delle resistenze termiche al flusso di calore in cui si ha il T.
- Rt = Rt JC + Rt CS + Rt SA
- Rt JC = resistenza termica fra la giunzione ed il "case" del semiconduttore in °C per watt (indicata dal produttore del semiconduttore).
- Rt CS = resistenza termica di interfaccia fra il semiconduttore e la superficie su cui è montata, °C per watt.
- Rt SA = resistenza termica tra la superficie di montaggio e l'ambiente (resistenza termica del dissipatore) in °C per watt.
PD=
TJ - TA
Rt JC + Rt CS + Rt SA
PD=
TC - TA
Rt CS + Rt SA
PD=
TS - TA
Rt SA
Dove:
- TJ = temperatura di giunzione in °C (la Tj massima viene indicata dalla casa costruttrice del semiconduttore).
- TC = temperatura in °C del "case" del semiconduttore.
- TS = temperatura in °C della superficie del dissipatore in contatto termico con il semiconduttore.
- TA = temperatura ambiente in °C .
Tabella di comparazione delle leghe da lavorazione plastica
| Denominazione | - Uni - Italia | - Nf - Francia | - Din - Germania | - Bs - Regno Unito | Astm USA | |||
|---|---|---|---|---|---|---|---|---|
| Rif. N. della norma | Designazione numerica | Designazione alfa numerica | Designazione numerica | Precedente designazione | Nuova designazione | |||
| 6060 | 9006/1 | 6060 | A-GS | 6060 | Al Mg Si 0,5 | (H9) | (6063) | (6063) |
| 6063 | 9006/1 | (6060) | (A-GS) | (6060) | (Al Mg Si 0,5) | H9 | 6063 | 6063 |
| 6082 | 9006/4 | 6082 | A-SGM 0,7 | 6082 | Al Mg Si 1 | H30 | (6082) | (6351) |
Tabella di comparazione degli stati fisici di fornitura
| Descrizione | Adtm USA | - Uni - Italy/Italia | - Din - Germania | - NF - Francia | - BS - Regno unito | ISO | |
|---|---|---|---|---|---|---|---|
| EX | |||||||
| Raffreddato al termine di un processo di lavorazione plastica ad elevata temperatura ed invecchiato artificialmente | T5 | TaA | T5 | F... | T5 | TE | TE |
| Solubilizzato, temprato ed invecchiato artificialmente | T6 | TA | T6 | F... | T6 | TF | TF |
Composizione chimica in peso
| Denominazione Tre-s | Cu | Fe | Mn | Mg | Si | Zn | Cr | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| 6060 | 0,10 | 0,10 - 0,30 | 0,10 | 0,35 - 0,6 | 0,3 - 0,6 | 0,15 | 0,05 | 0,10 | Rem/Resto |
| 6063 | 0,10 | 0,35 | 0,10 | 0,45 - 0,90 | 0,2 - 0,6 | 0,10 | 0,10 | 0,10 | Rem/Resto |
| 6082 | 0,10 | 0,50 | 0,4 - 1 | 0,6 - 1,2 | 0,7 - 1,3 | 0,20 | 0,25 | 0,10 | Rem/Resto |
Caratteristiche meccaniche
| Descrizione Tre-s | Stato | Caratteristiche meccaniche minime o massime a norme UNI | Dimensioni | Caratteristiche meccaniche tipiche indicative delle leghe | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Rm N/mm² | Rp 0.2 N/mm² | A5% | HB | Sez.= mm² | Rm N/mm² | Rp 0.2 N/mm² | A5% | HB | |||
| Estruso | 6060 | T5 | 190 | 150 | 12 | 55 | Sp. = 12 | 210 | 160 | 18 | 60 |
| T6 | 205 | 165 | 10 | 60 | Sp. = 8 | 220 | 200 | 15 | 75 | ||
| 6063 | T6 | 245 | 200 | 9 | 80 | Sp. = 5 | 260 | 230 | 12 | 90 | |
| 6082 | T6 | 315 | 270 | 10 | 95 | Sp. = 5 | 270 | 225 | 10 | 105 | |
Caratteristiche meccaniche
| Descrizione | Densità (kg/m³)x10³ | Coefficiente di dilatazione termica 20-100 °C [10-6/°C] | Intervallo temperatura di fusione °C indicativo | Resistività elettrica | Conducibilità termica | Calore specifico 0-100 °C [cal/g °C] | Modulo di elasticità N/mm² | ||
|---|---|---|---|---|---|---|---|---|---|
| Stato | Omm²/mm | Stato% | W/mK | ||||||
| 6060 | 2,70 | 23,2 | 615 - 655 | T1 | 0,034 | T1 | 193 | 0,23 | 69,000 |
| T5 | 0,031 | T5 | 209 | ||||||
| T6 | 0,033 | T6 | 201 | ||||||
| 6063 | 2,70 | 23,4 | 615 - 655 | T1 | 0,034 | T1 | 193 | 0,23 | 69,000 |
| T5 | 0,031 | T5 | 209 | ||||||
| T6 | 0,033 | T6 | 201 | ||||||
| 6082 | 2,71 | 24 | 585 - 645 | T6 | 0,037 | T6 | 167 | 0,23 | 69,000 |
Tipi di finiture
| Materiale | Finitura |
|---|---|
| Alluminio | Anodizzazione (nera e argento) Burattatura Sabbiatura Surtec 650 Alodyne |
| Rame | Argentatura Nichelatura |
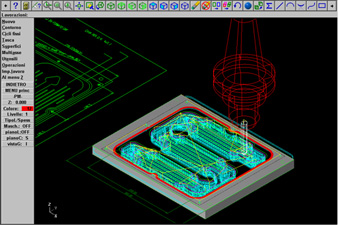
Ufficio tecnico
Tutte le lavorazioni meccaniche vengono studiate, elaborate e simulate attraverso un sistema software
CAD-CAM bidimensionale e tridimensionale atto alla formulazione di programmi per centri di lavoro che garantiscono assoluta precisione e tempi rapidi di esecuzione.
La TRE-S S.r.l. può inoltre, tramite un programma specifico, rispondere alle vostre necessità di conoscere le funzionalità, il grado di dissipazione e tutte le altre informazioni degli articoli richiesti. Grazie a questo programma siamo in grado di calcolare la Resistenza Termica in aria naturale e forzata per qualsiasi potenza da dissipare, inoltre di simulare un nuovo profilo per conoscere le caratteristiche prima di realizzarlo.